Maintaining your glue system can be a little tricky. Not only do spray glue systems require weekly cleaning, but optimizing your system to reduce glue waste and efficiently coat plywood can take a lot of work. Before we talk about how to optimize your system, it is essential to go over the fundamental elements of a spray glue system. Listed below are the elements of a spray glue system, and a diagram of how it functions:
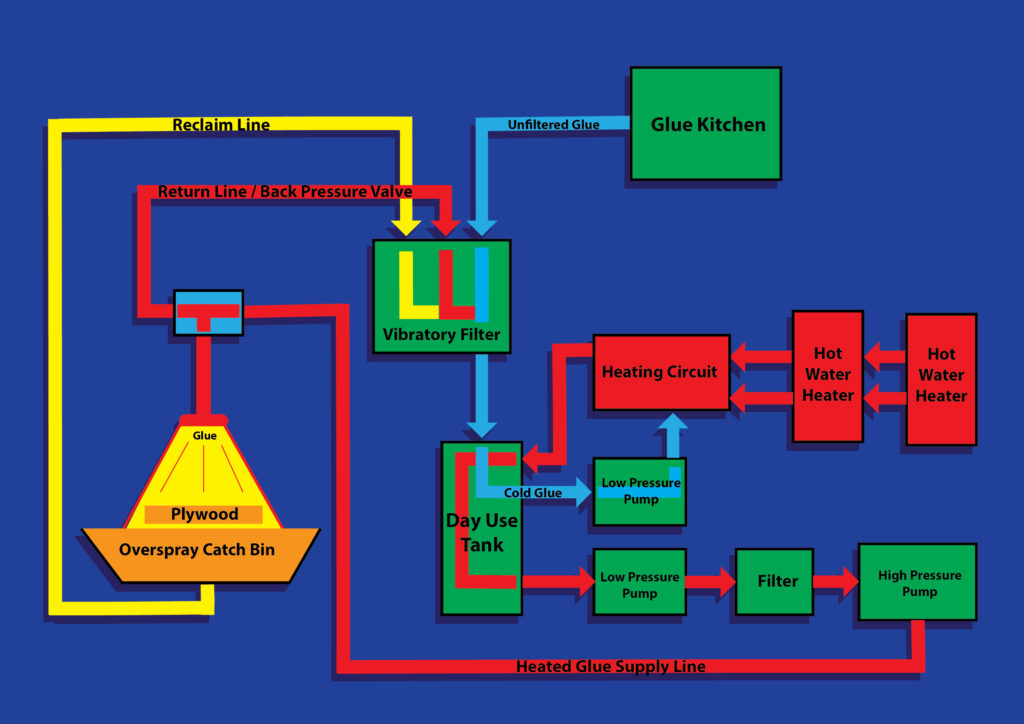
Vibratory filter: The vibratory filter takes the incoming glue from the reclaim line, return line, and the glue kitchen and filters them all together. It then fills the day use tank with cold filtered glue. The filter removes cured glue and any particulates that could make the glue inconsistent.
Day use tank: The day use tank mixes the cold filtered glue with warm glue. It has a low-pressure pump that moves the glue into a heat exchanger. The glue is warmed by two heated elements in the heat exchanger that keep the glue at a consistent temperature. It is then pumped back into the day use tank and is ready to be pumped to the glue booth.
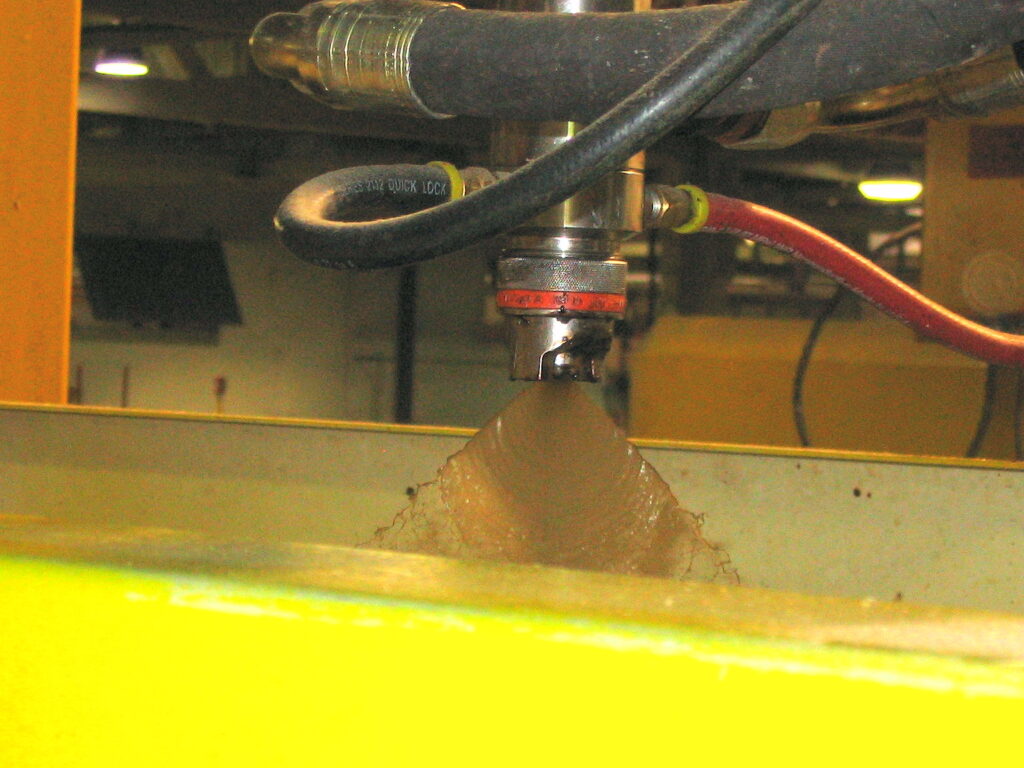
Glue Booth: The glue booth sprays glue onto the veneer in a spray pattern optimized for the specific manufactured veneer. The overspray catch bin collects the excess spray glue and recycles it to be used again.
Reclaim Line: The reclaim lines recycles unused glue by returning the glue to the vibratory filter, where particles and cured glue can be removed from the glue.
Back Pressure Valve: The Back Pressure valve cycles glue through the vibratory filter, and day use tank so that in the event of s hard shut off, excess pressure does not damage the glue system.
Spray glue systems can be difficult to maintain, so below are the most frequently asked questions that SparTek answers:
When operating a spray line what are the mistakes mills usually make that causes waste?
Most of the waste is due to not optimizing the spray pattern to the veneer which significantly increases the overspray in the glue booth and over time cause excessive build up. Waste can be minimized by optimizing your glue spray pattern with an adjustable spray glue head. It is also very important to maintain your glue return line. When poorly maintained, cured glue and any particulates can cause poor glue return, due to clogged pipes.
How do you best optimize the spray pattern for a glue head?
Knowing the volume of spray glue necessary to coat the veneer is essential. Selecting the appropriate nozzle and system pressure while also minimizing overspray will greatly reduce glue usage and waste. The return pressure is also very important, as it directly effects the pressure that is put on the spray nozzle.
What items should you consider replacing and how often?
Supply and return lines should be replaced every 5 years and should be cleaned daily. With proper maintenance, the rest of the system will not need scheduled replacements. Spray tips often are the first parts that need replacing, as they suffer the most wear and tear over time.
What is the best cleaning practice and how often should the system be cleaned?
The system should be cleaned at the end of a production run or at a minimum weekly. Glue should never be allowed to sit inside the system, or return line for extended periods of time, as it can cause blockages that will greatly reduce the system’s effectiveness.
What components should a mill keep in stock for the spray glue system?
Having a spare low pressure and a high-pressure pump is essential along with nozzles and pressure regulators. Glue Filters, spray tips, and air valves are also important to have on hand. All these components can be ordered from SparTek.
Interested in contacting SparTek to optimize your spray glue system? Click the button below and contact us today: